
全国销售热线 139-219-52658 |
全国销售热线 139-219-52658 |


张家港康通机械科技有限公司
![]()
联系人:庄 经理
电 话:0512-5693-9650
手 机:139-2195-2658
传 真:0512-5693-9650
邮 编:215632
地 址:张家港市南沙经济开发区
网 址:www.zjg-kt.com
摘要:本文针对液化石油气汽车罐车防波板联接处角焊缝裂纹缺陷的修补,分析论述了裂纹产生的原因及加强汽车罐车日常使用、维护保养的必要性,探讨了对罐车防波板缺陷进行补焊的一些处理方法。

液化石油气罐车是一种承受内压、装运具有易燃易爆危险介质的移动式压力容器。它是由汽车底盘和充装介质的钢制压力容器组成。为减少罐车运行和紧急制动时介质(液体)对罐体的冲击,从而保证罐车行驶的稳定性,在罐体的横断面上设置了径向防波板。我国液化石油气汽车罐车至今仍将《HG/T3143-1982液化石油气汽车槽车技术条件》作为设计和制造的依据。而此标准对防波板的设计、制造并没有作出相关规定,以致各制造厂生产的罐车在防波板板厚、形状固定方法都不相同。有些车辆达不到《液化气体汽车罐车安全监察规程》中的防波段容积、防波板有效面积的要求值,结构布置也不合理。另外在防波板的选材和焊接质量中也存在着一些问题。
2009年我检验所对某单位一台汽车罐车进行全面检验时,通过磁粉探伤发现罐体防波板联接处角焊缝存在裂纹,为防止防波板松动甚至脱落,对罐壁及罐内其它部件的撞击损害。及裂纹延展至母材造成更大危害需对缺陷处返修处理,合格后方能继续投入使用。以下是液化石油气汽车罐车防波板联接处角焊缝缺陷的返修工艺及效果。
1.汽车罐车概况
液化石油气汽车罐车主要技术参数:1)设计压力:1.77MPa;2)设计温度:50℃;3)主体材质:筒体16MnR,封头16MnR;4)壁厚:筒体12mm,封头14mm;5)内经:1900mm;6)容积:19m3;
2.汽车罐车全面检验
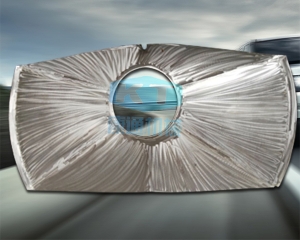
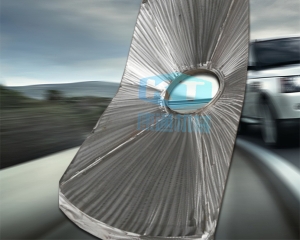
该液化石油气汽车罐车内共设4块防波板,等距离排列。在对防波板底座与罐体连接处角焊缝磁粉检测时,发现一处缺陷磁痕显示。用10倍放大镜进行观察确定裂纹长16mm,深度为1.3mm。后对每一块防波板底座与罐体连接处角焊缝100%进行检测共发现有4处相同裂纹而且尺寸相近,局部形状见图1。经过进一步的磁粉检测,认定防波板底座与罐体焊接裂纹未进入母材。
3.防波板焊缝连接处开裂的原因与危害
造成防波板开裂的重要原因:与它在罐内的部位和作用有很大的关系。使用中的防波板主要受到三种载荷的作用:一是罐内的液体气体在外界温度的作用下,产生压力变化,使罐壁承受的载荷也不断变化并产生罐体径向应变,对防波板产生了拉伸应力;二是罐车在行驶中的惯性作用,罐内的液体波动从不同方向对防波板形成冲击载荷;三是罐车在行驶过程中,由于道路颠簸产生的震动也会作用于防波板。防波板在拉伸应力、冲击载荷和震动叠加的作用下产生开裂。
另外在防波板的造材和焊接质量中也存在着一些问题,由于汽车罐车防波板不属于受压部件,防波板的焊接、固定方式没有具体规范,防波板局部焊接固定的焊接质量较差,不能保护防波板的质量和有效的减少液体的波动,也是防波板连接处焊缝开裂的原因。
危害:防波板连接处焊缝裂纹如不及时发现及处理,轻者使防波板连接处的缺陷继续扩大,重者则使防波板脱落。脱落的防波板将会随着液体的波动,在罐体内冲击罐内其它部件,可能造成如气相管、液相管的断裂、液位计失灵等损坏。罐内表面也会受到不用程度的划痕和冲撞凹坑,损坏罐体。螺栓固定的防波板由于震动使螺栓松动脱落。脱落的螺母、垫片进入紧急切断阀导致其不能自如地开启或关闭,造成罐车装卸操作失灵。罐车在行驶中由于防波板的脱落液体波动增大,使其重心不稳,极易发生交通事故。
4.缺陷的修复与焊补
考虑到罐车的整体状况及局部焊补修复的技术可能性,由具有三类容器制造资格的单位进行修复焊补,提高罐体安全等级。
4.1裂纹的磨削方法
对防波板底座与罐体焊接裂纹处理只允许采用角向砂轮机磨削焊接坡口,不得使用碳弧气刨、气割等方法。由于裂纹未进入母材,焊接坡口磨削位置只能靠近防波板底座一侧,。磨削形成单V型坡口,不得磨削罐体母材部分。焊接前,坡口及周围50mm范围内要清理至露出金属光泽。
4.2裂纹磨削处理后的补焊方法
对施焊工艺进行评定,采用焊条电弧焊;使用(J507)、直径3.2mm焊条,并经350~400℃温度2小时烘干处理,焊接电流控制在90~110A,焊接电压控制在21~30V,尽量采用较小的焊接线能量,焊接接头形式为全焊透角焊缝。由具备相关资格的焊工担任。
5.焊后处理及检验
焊后采用磨光机将焊补的焊缝表面进行打磨,焊缝表面略高于防波板厚度1.0mm左右,并应圆滑过度减少应力集中。返修结束后24小时对补焊处进行对焊缝进行磁粉探伤,II级合格。磁粉探伤按JB/T4730.4《承压设备无损检测》-第4部分:磁粉检测的要求。
由于该罐车贮运介质为液化石油气,根据相关规定,焊缝返修后应进行消除焊接残余应力热处理。根据现场情况,采用局部电加热方法进行热处理,热处理温度为600~650℃,并由自动测温控温系统进行温度的测量、记录与控制。
图2罐车缺陷返修热处理工艺曲线
检验合格后该汽车罐车安全状况等级确定为3级,运行一年后开罐检验,未发现新生缺陷,确定下次年度检查日期。
6.结论:使用单位应严格安装罐车使用参数操作。罐车使用者要遵守国家的有关法规,汽车罐车充装量不得超过允许的最大充装量。行驶时按汽车罐车的设计限速行驶,在运行中尽量减少急转弯和紧急制动。按照汽车罐车使用的要求,对汽车罐车进行日常检查和维护保养。如发现罐内有异常向东,要及时与汽车罐车检验部门联系开罐检查。




 淘宝旺旺
淘宝旺旺
